When it comes to industrial material handling, two pieces of equipment stand out as the backbone of efficient operations: vibrating feeders and vibrating conveyors. As a trusted supplier specializing in both devices, we understand that choosing the right one for your application is critical to optimizing productivity, reducing waste, and lowering operational costs. Whether you’re in the chemical, ...
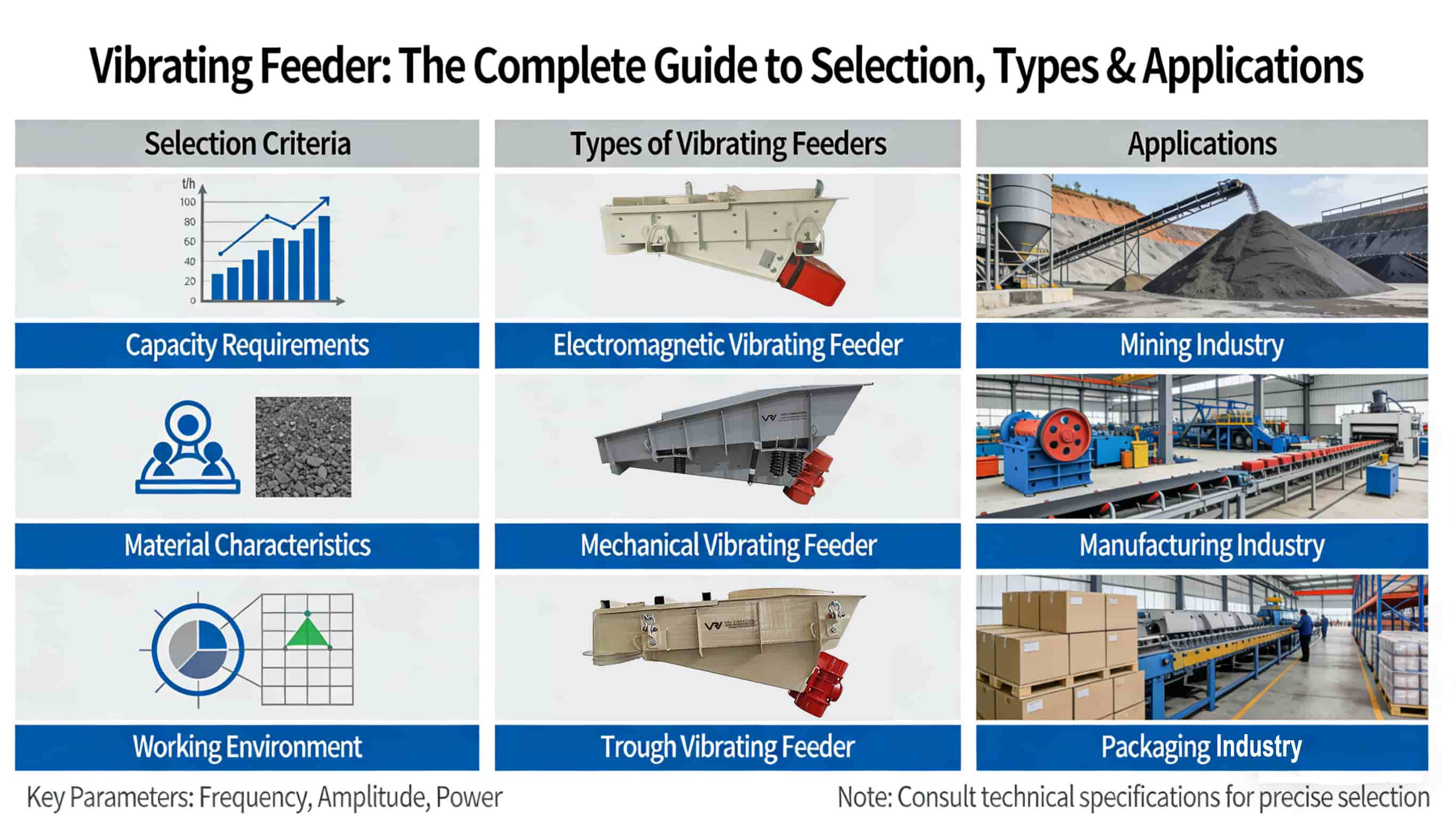
The uniformity and stability of bulk material conveying directly determine production line efficiency and product quality. As the core connecting silos and subsequent equipment, vibrating feeders are indispensable auxiliary equipment in many industries. This article provides professional references for enterprises to select models accurately from three dimensions: model classification, scientific ...
In industrial bulk material handling, choosing the right vibrating feeder is critical to ensuring production efficiency, material purity, and long-term operational stability. For industries with strict requirements for hygiene, corrosion resistance, and material integrity—such as food processing, pharmaceuticals, chemicals, and fine materials—the stainless steel vibrating feeder stands out as an i...
In industrial bulk material conveying and storage systems, bin activator plays an irreplaceable role in solving material bridging, arching and discharging blockage. Most buyers only focus on overall structure, vibration power and material selection, but easily ignore the most critical hidden standard — weld seam quality. A real high-quality bin activator is never reflected only in appearance confi...

 Mar 10, 2026
Mar 10, 2026
 Apr 15, 2026
Apr 15, 2026
 May 06, 2026
May 06, 2026
 May 15, 2026
May 15, 2026















 ipv6 network supported
ipv6 network supported