When bulk material handling projects call for reliable flow activation under silos and storage bins, many global buyers search for a trusted bin activator manufacturer capable of consistent build quality. For decades, VRV has focused on custom stainless steel bin activator production, serving client...
Silica sand (silicon dioxide) serves as the core raw material for glass production. At glass manufacturing facilities across India, silo discharge frequently suffers from material bridging, arching, rat-holing and uneven feeding. Unpredictable blockages interrupt consistent supply to melting furnace...
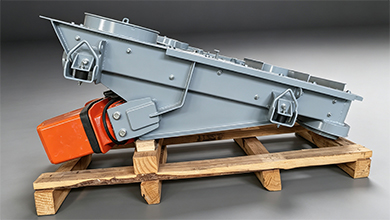
As a core feeding equipment for mineral processing, aggregate and metallurgy production lines, the Bin Bottom Electromagnetic Vibrating Feeder independently developed by VRV delivers steady, controllable bulk material discharging from storage silos and bins. Electromagnetic Drive System for Flexible...
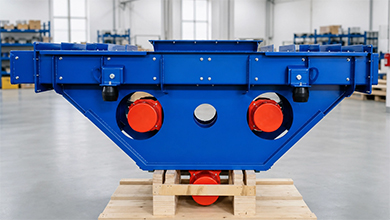
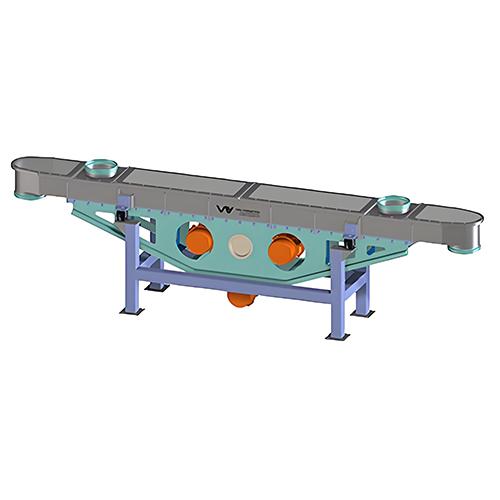
In many production lines, material flow isn’t always one-way. Whether you need to divert bulk materials to two different processing points, feed two different materials into one common system, or simply switch directions to adapt to changing production layouts, a fixed single-direction conveyor ofte...
Food production puts forward extremely strict requirements on material conveying and discharging equipment, especially for silo and hopper discharging systems. Caking, bridging and material stagnation are common troubles that easily disrupt continuous production. A reliable bin activator has become ...
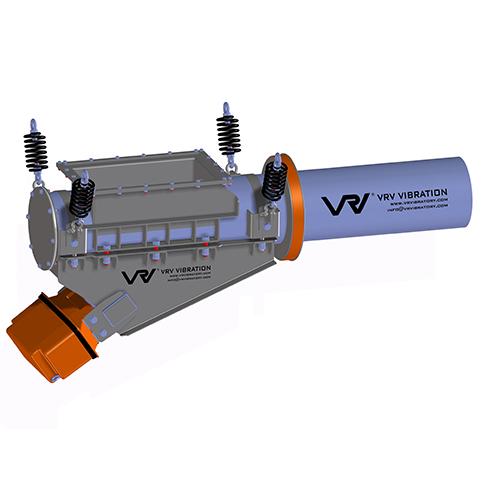
When handling powders, granules, or fragile bulk materials—especially in food, pharmaceutical, fine chemical, and glass industries—contamination, product degradation, and inconsistent flow are major challenges. The electromagnetic vibrating tube conveyor addresses these pain points with a fully encl...
























 ipv6 network supported
ipv6 network supported