















Standard or Custom Bulk material
What is better for your project?

When it comes to conveying powder, granules, or fragile bulk solids, many industrial operations face the same challenges: dust pollution, material loss, and damage to sensitive materials.
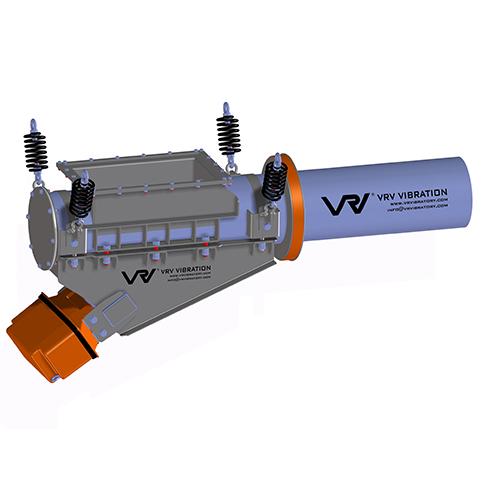
That's where VRV vibrating tube conveyor comes in — designed to solve these pain points with an enclosed, efficient, and gentle conveying system.
Unlike traditional conveyors, the vibrating tube conveyor uses controlled vibration to move materials through a sealed tube, ensuring dust-free operation and minimal material waste. This enclosed design not only keeps the production environment clean but also protects materials from moisture, contamination, and breakage — critical for industries like food processing, chemical, pharmaceutical, and mining.
Key advantages of our vibrating tube conveyor:
Whether you're looking to improve your material handling efficiency, reduce dust pollution, or protect sensitive materials, our vibrating tube conveyor delivers reliable performance tailored to industrial needs.
What material conveying challenges is your operation facing? Let’s discuss how we can help.
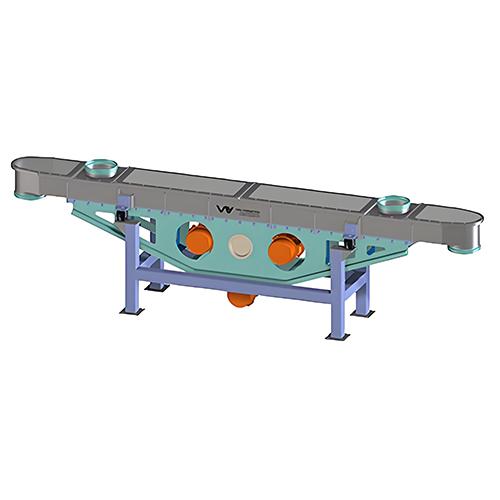
As a professional industrial equipment manufacturer, VRV specializes in the R&D, production and customization of vibrating equipment, including vibrating tube conveyors, bin activators, vibrating feeders and vibrating screens. With our own manufacturing workshop, strict quality control system and professional technical team, we are committed to providing reliable, efficient and cost-effective bulk material handling solutions for global clients in mining, chemical, food processing, pharmaceutical and other industries.
call us :
008617855911791 e-mail : sales@vrvibratory.com


 ipv6 network supported
ipv6 network supported