
















Standard or Custom Bulk material
What is better for your project?

When handling powders, granules, or fragile bulk materials—especially in food, pharmaceutical, fine chemical, and glass industries—contamination, product degradation, and inconsistent flow are major challenges. The electromagnetic vibrating tube conveyor addresses these pain points with a fully enclosed, sanitary design that ensures gentle, dust-free material transport while maintaining precise flow control.

Multiple electromagnetic vibrating tube conveyors lined up in the VRV factory. Each unit is precision-built with smooth stainless steel tubing, adjustable flow control, and stable support legs, ready for delivery to global bulk material handling projects
At VRV, we specialize in high-quality electromagnetic vibrating tube conveyors engineered for applications requiring hygiene, accuracy, and material integrity. Unlike open trough conveyors, the tubular design eliminates spillage, prevents cross-contamination, and meets strict standards for food-grade and sterile processing environments.
- Hygienic, Contamination-Free Design
Constructed with smooth, seamless stainless steel tubing (SUS 304/316L), our vibrating tube conveyors feature no dead corners or crevices that trap residue. The fully enclosed structure prevents dust leakage and external contamination, making them ideal for pharmaceutical powders, food additives, and sensitive chemical materials. Cleaning is fast and simple, supporting CIP (Clean-in-Place) processes for strict hygiene compliance.
- Gentle, Damage-Free Material Transport
The electromagnetic drive delivers controlled, linear vibration to move materials forward without tumbling, grinding, or degradation. This makes the tube conveyor perfect for fragile or easily broken products, such as seeds, pellets, coated granules, and delicate pharmaceutical components. Unlike screw conveyors, there are no moving parts inside the tube to damage materials.
- Precise & Adjustable Feeding Control
Electromagnetic vibration allows infinitely adjustable feeding rates via thyristor control. Operators can fine-tune the material flow speed in real time, matching production line requirements for batching, dosing, or continuous feeding. This level of precision is critical for processes that demand consistent material volumes and uniform distribution.
- Low Maintenance & Long Service Life
With no mechanical transmission parts (gears, bearings, chains) inside the tube, our electromagnetic vibrating tube conveyors have minimal wear points. The electromagnetic drive operates with low noise and low energy consumption, reducing long-term maintenance costs and downtime. The robust stainless steel construction ensures durability even in corrosive or high-temperature environments.
- Versatile & Customizable Configurations
We offer custom-designed electromagnetic vibrating tube conveyors tailored to your process:

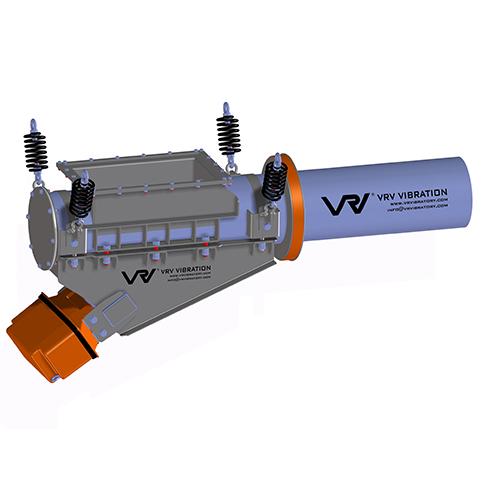
Standard electromagnetic vibrating tube conveyor with a fully enclosed stainless steel tube. Designed for dust-free, contamination-free transport of powders and granules in food, pharmaceutical, and fine chemical industries
|
Parameter |
Details |
|
Product Name |
Electromagnetic Vibrating Tube Conveyor |
|
Material of Construction |
SUS 304 / SUS 316L stainless steel tube; carbon steel painted support frame |
|
Standard Length |
2 meters (custom lengths available on request) |
|
Conveying Capacity |
Adjustable via thyristor control; typical range from 100 kg/h to several tons per hour (varies with material properties) |
|
Adjustable Flow Rate |
Infinitely adjustable feeding/conveying speed; real-time control via electromagnetic vibration regulation |
|
Suitable Materials |
Powders, granules, pellets, fragile or easily degraded materials: food ingredients, pharmaceutical powders, fine chemicals, glass raw materials, etc. |
|
Surface Treatment |
Inner tube: fine/mirror polished (Ra ≤ 0.8 μm) for easy cleaning and hygiene; Outer tube: polished + passivated; Support frame: powder coated for corrosion resistance |
|
Support Structure |
Adjustable height support legs with anti-vibration feet, ensuring stable operation and easy installation |
|
Drive Type |
|
|
Application Industries |
Food processing, pharmaceuticals, fine chemicals, glass manufacturing, and other hygiene-sensitive bulk material handling processes |
Our electromagnetic vibrating tube conveyors are widely used in industries requiring high hygiene and precision:
As a professional manufacturer of vibrating equipment, we combine engineering expertise with rigorous quality control to deliver reliable solutions for global clients. Our electromagnetic vibrating tube conveyors are tested for performance, hygiene, and durability, ensuring consistent operation in even the most demanding conditions.
Whether you need a standard unit or a fully customized system, we work closely with you to design a tube conveyor that fits your material properties, flow rate requirements, and production layout.
call us :
008617855911791 e-mail : sales@vrvibratory.com


 ipv6 network supported
ipv6 network supported