











Standard or Custom Bulk material
What is better for your project?

Start up
After start (first 1-2 minutes) make sure that screen is starting and running properly.
Check the feed of the material. It must spread to whole width of the screen.
Check screening result.
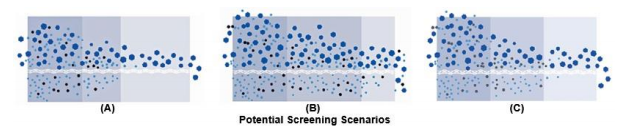
Above figure shows three potential screening scenarios. Screening finishes early on the
deck at (A), which results in a loss of production; screening not completed (B), which results
in carryover and contaminated material; and optimal screening (C), which provides for higher
production with less contamination.
Check stroke length and stroke angles in each corner. Stroke length must be within one mm to each other in the same end of the screen!
Check for oil/grease leaks in the mechanism.
After 4 to 6 hours, check that bearing temperature is even in each bearing. Normal running temperature can be about 70°C when ambient temp is 20°C.
After running the screen for about 50 hours, check the following:
Screen Adjustments
If the screening performance is not satisfactory, check first that the screen meshes are correct for the application and that the feed and discharge arrangements are satisfactory. Feed to the screen must be arranged so that the material is fed uniformly across the entire width of the screen.
As feed material is a mixture of varying sizes, oversize material will restrict the passage of undersize material, which results in a build-up, or bed depth, of material on the screen surface. Bed depth diminishes as the undersize material passes through the screen openings. For efficient screening, the material bed should not reach a depth that prevents undersize from stratifying before it is discharged. Hence for maximum screening efficiency depth of bed should be proper. As stated earlier, depth of bed (in dry screening) should not
exceed four times the opening size at the discharge end of the screen. Depth of bed can be
changed by adjustments in speed, stroke length, rotation (or throw) direction and angle of
inclination. However, always make only the minimum adjustments necessary to achieve the
desired result.
If adjustments are necessary, they should be made in the order given below.
Stroke frequency adjustment
Stroke length adjustment
Adjusting the inclination of the screen body
call us :
008617855911791 e-mail : sales@vrvibratory.com


 ipv6 network supported
ipv6 network supported