











Standard or Custom Bulk material
What is better for your project?


China vibrating screen manufactruer bring you to know vibrating screen principle and performance factors
Basic Terms
StratificationThe speed at which material travels down the screen.

gradually cover the openings.
Vibrating Screen Terms
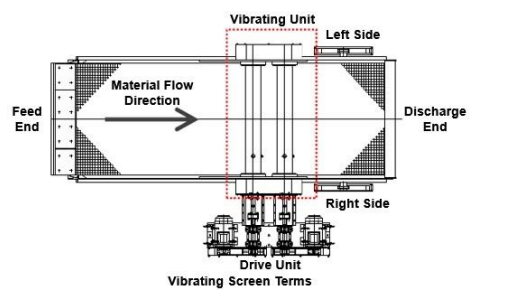
Above figure defined terms like feed end, material flow direction, left side, right side, etc.
The hand of drive is determined by looking from feed end to discharge end (i.e. material flow
direction). The screen shown in above figure is right handed.
Factors Affecting Vibrating Screen Performance
There has been no universally accepted method of defining screen performance and a
number of methods are employed. The most common screen performance criteria used is
efficiency. The efficiency of screening is determined by the degree of perfection of
separation of the material into size fractions above or below the aperture size. It is a
measure of how much of the feed material should have gone through the hole versus how
much really did go through the hole.
As per VSMA (Vibrating Screen Manufactures Association) Handbook,

It is also referred to as “Efficiency of Undersize Recovery”.
Screen effectiveness must always be coupled with capacity as it is often possible by the use
of a low feed rate and a very long screening time to effect an almost complete (100%)
separation. However, most screening applications do not require 100% size separation and
the lower the requirements in that regard the higher the capacity of a given system. Hence,
for calculated capacities many manufacturers use an efficiency of 90% or 95%, when not
otherwise specified.
Following factors affect screen performance / efficiency
Particle Size
The process of screening is a series of probabilistic events, where particles are presented to
a screening surface many times, and on each presentation there exists a given probability
that a particle of a given size will pass.
As the particle size approaches that of the aperture, the chance of passage falls off very
rapidly (“Half Size” and smaller particles pass/go fairly easily whereas “Near Size” takes a lot
more time). Hence the overall screening efficiency is markedly reduced by the proportion of
these near-mesh particles. The effect of near-mesh particles is compounded because these
particles tend to "peg" or "plug" the apertures, reducing the available open area.
Particle Shape
Most granular materials processed on screens are non-spherical. While spherical particles
pass with equal probability in any orientation, irregular-shaped near-mesh particles must
orient themselves in an attitude that permits them to pass. Elongated and flat particles will
present a small cross-section for passage in some orientations and a large cross-section in
others. Hence elongated or flat shapes particles does not pass easily. Even they hinder
passing of other particles also. The extreme particle shapes therefore have a low screening
efficiency.
Feed Rate
Feed rate affects material bed depth. Sieve sizing analysis use a low feed rate and a very
long screening time to effect an almost complete separation. In industrial screening practice,
economics dictate that relatively high feed rates and short particle dwell times on the screen
should be used. At these high feed rates, a thick bed of material is presented to the screen,
and fines must travel to the bottom of the particle bed before they have an opportunity to
pass through the screen surface. The net effect is reduced efficiency. High capacity and high
efficiency are often opposing requirements for any given separation, and a compromise is
necessary to achieve the optimum result.
For efficient screening, recommended height of the material bed depth (for dry screening of
material weighing 100 pounds per cubic foot) is as under.
Feed End: Maximum = 10 × aperture size
Discharge End: Less than 4 × aperture size (Example: For a ½” aperture, a bed depth of no
more than 2”) [Less than 3 × aperture size for material weighing 50 pounds per cubic foot].
Minimum bed depth is 1 × aperture size. If bed depth is too thin, material can bounce, stay
suspended and thus reduce accuracy.
Screen Angle
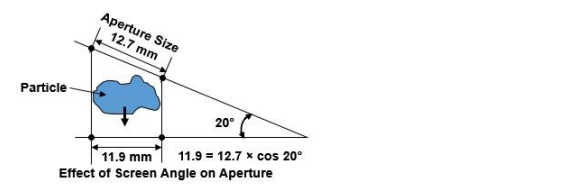
The screen angle changes the size of the aperture relative to what the particle sees. That is,
when viewing a screen opening from above, the more horizontal the screen deck lays, the
larger the opening appears (size of opening seen will be largest when screen is horizontal).
As shown in above figure, if a particle approaches an inclined screen, it will "see" a narrower
effective aperture dimension (11.9 mm instead of 12.7 mm) and near-mesh size particles are
less likely to pass.
In view of this, horizontal screens are selected where screening efficiency is important.
The screen angle also affects the speed at which particles are conveyed along the screen,
and therefore the dwell time on the screen and the number of opportunities particles have of
passing the screen surface.
Open Area
The chance of particle passing through the aperture is proportional to the percentage of
open area in the screen material which is defined as the ratio of the net area of the apertures
to the whole area of the screening surface. The smaller the area occupied by the screen
deck construction material, the greater the chance of a particle reaching an aperture.
Open area generally decreases with the fineness of the screen aperture. In order to increase
the open area of a fine screen, very thin and fragile wires or deck construction must be used.
This fragility and the low throughput capacity are the main reasons for classifiers replacing
screens at fine aperture sizes.
When considering maximum open area, it is important to understand that the percentages of
open area listed in conventional wire cloth media catalogs are based on all the openings in a
section of the screen. Yet, a good portion of those openings are blocked by tension plates,
support bars. capping rubber and center hold downs.
Moisture
The amount of surface moisture present in the feed has a marked effect on screening
efficiency, as does the presence of clays and other sticky materials. Damp feeds screen very
poorly as they tend to agglomerate and "blind" the screen apertures.
Vibration
Screens are vibrated in order to throw particles off the screening surface so that they can
again be presented to the screen, and to convey the particles along the screen. The
vibration also induces stratification of the feed material.
Generally, coarse separation (screening with larger apertures) is performed using larger
amplitudes (strokes) and lower frequencies (speeds); whereas for fine separation (small/fine
apertures), small amplitudes and high frequencies are preferred.
The vibration must be sufficient to prevent pegging and blinding. However, excessive
vibration intensity (vibration G-force) will cause particles to bounce from the screen deck and
be thrown so far from the surface that there are very few effective presentations to the
screen surface. Higher vibration rates can, in general, be used with higher feed rates, as the
deeper bed of material has a "cushioning" effect which inhibits particle bounce.
Vibration intensity can be characterized by the vibration frequency, f cycles per second and
amplitude, a metres. The term "stroke" is commonly used and refers to the peak-to-peak
amplitude, or 2a.
The intensity of vibration is defined by the vibration G-force as under:

It can be seen from above formula that vibration frequency (rotation speed) and amplitude
(a) or stroke (2a) affects the vibration G-force. Hence, G-force of a vibrating screen can be
altered/changed by changing speed and/or changing amplitude of the vibrating screen.
Vibration frequency (f) can be changed by changing drive’s V-belt pulleys or inverter
parameters. The change in rotation speed will not have any effect to the amplitude (stroke
length). The amplitude can be changed by altering (adding or removing) the counterweights.
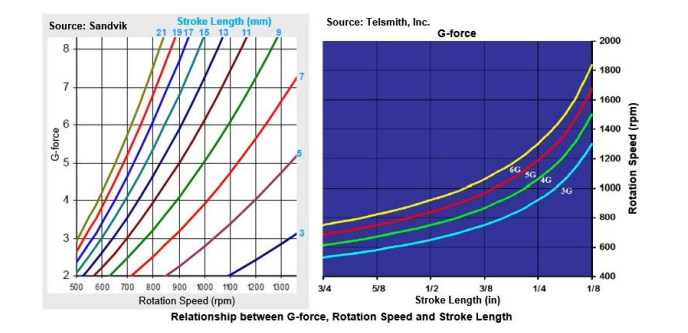
Above figure shows relationship between G-force, rotation speed (stroke frequency) and
stroke length.
Speed and Stroke are selected based on the application. Vibrating screens typically operate
with a vibration G-force between 3G to 7G (3 to 7 times the force due to gravitational
acceleration).
Following are the typical G-force levels as per one of the leading vibrating screen
manufacturer.
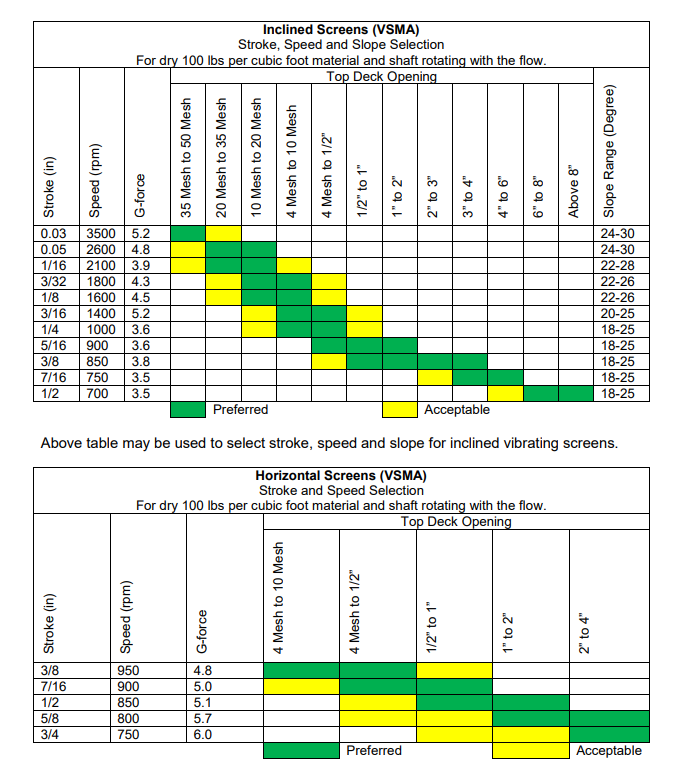
Above table may be used to select stroke and speed for horizontal vibrating screens.
Since high G-force level leads to higher stress, higher wear and reduction in bearing life, it is
recommended that G-force should be as kept as small as possible. It also reduces energy
costs.
call us :
008617855911791 e-mail : sales@vrvibratory.com


 ipv6 network supported
ipv6 network supported